

想了解不锈钢_不锈钢复合管规格齐全产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:常德临澧不锈钢_不锈钢复合管规格齐全的图文介绍

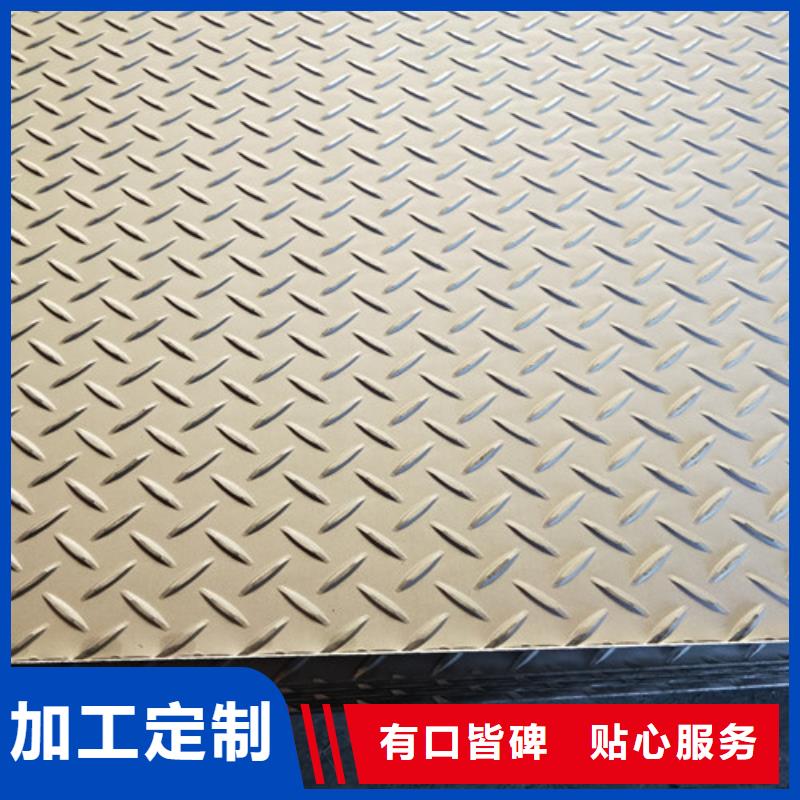
常德临澧不锈钢板受到腐蚀的因素有哪些 不锈钢板其实是一种不容易产生腐蚀的产品,除非是一些严重的情况下其实任何产品都不可能做到不会受到腐蚀的情况,如果我们的不锈钢板受到腐蚀的话可能就会影响它的正常使用,所以我们为了避免这种情况的发生还是需要做一些措施的,那不锈钢板受到腐蚀的因素有哪些 一)电化学腐蚀 不锈钢板材由于与碳钢件接触造成的划伤,之后与腐蚀介质形成原电池这就会产生电化学腐蚀。酸洗钝化效果不好的话也会使得板材表面钝化膜不均匀或太薄,这样也容易产生电化学腐蚀、割渣、飞溅等易生锈物质的附着在板材上,之后与腐蚀介质形成原电池,从而产生电化学腐。酸洗钝化清洗不干净导致存留的酸洗钝化残液与板材发生化学腐蚀生成物,之后又与板材形成电化学腐蚀。 二)化学腐蚀 在一定条件下不少附着在不锈钢板材表面的油污、灰尘或者酸、碱、盐等会转化为腐蚀介质,与板材中的一些成分发生化学反应,从而出现化学腐蚀而导致生锈。清洗酸洗钝化不够干净造成残液存留,从而直接腐蚀板材。板材表面被划伤,从而导致钝化膜被破坏,因此使板材的保护能力被降低,容易和化学介质发生反应,出现化学腐蚀而生锈。


常德临澧00Cr17Ti在800-860℃退火态(急冷)下,一般要求钢的бb≥44/MPa,δ5≥35% 。钢的冲击韧性一般虽不要求检验。但当采用标准或5mm厚V型缺口试样进行冲击试验时,其冲击值一般低于1×105J/m2。而当采用1-2mm薄板叠加成非标准试样(V型缺口)进行同样冲击试验时,则可获得满意的冲击韧性。 耐腐蚀性能 00Cr17Ti的耐蚀性基本上与前述常德临澧0Cr17Ti相同或稍优。例如,在非常稀的盐酸中,常德临澧00Cr17Ti的耐蚀临界浓度为0.1%,而0Cr17Ti为0.05% 。由于00Cr17Ti的耐蚀性不会低于0Cr17Ti,故在考虑00Cr17Ti的耐蚀性时可参阅0Cr17Ti的耐蚀性数据。试验指出,在很稀的(2%)沸腾甲酸中,00Cr17Ti的耐蚀性甚至优于1Cr18Ni9Ti[前者腐蚀速度为0.030g/(m2•h),而后者为0.533g/(m2•h)]。试验还表明,由于00Cr17Ti钢中碳、氮量较0Cr17Ti,1Cr17Ti为低,因而,其耐孔蚀和耐锈蚀的能力也较0Cr17Ti,1Cr17Ti有所提高。 冷、热加工和热处理工艺及焊接性能 此00Cr17Ti钢的冷、热加工性能和要求与0Cr17Ti钢相同。热处理工艺基本上也是退火后急冷(加热温度800-850℃)。由于碳、氮较低,故00Cr17Ti可焊接较好。00Cr17Ti的3mm板材采用与母材同成分的焊丝和18-8奥氏体不锈钢焊丝进行钨极氩弧焊,结果表明。焊缝弯曲180°均无裂纹;杯突试验当深度达10mm后才会出现裂纹;焊缝冲击值,采用与母材同成分焊丝焊接时仅10×5×105J/m2 ,而用18-8奥氏体钢焊丝时,则可达10×105J/m2以上。此时焊缝呈α+γ双相结构;只要00Cr17Ti钢中含有足够的Ti,焊后不会有晶间腐蚀倾向,同时,焊后晶界上也不会在盐雾试验中出现锈蚀。



常德临澧不锈钢加工、施工保管和运输 深加工:易产生磨擦热量所以使用耐压、耐热性高不锈钢种同时成型加工结束后应除掉表面附着的油。 常德临澧不锈钢板焊接:焊接之前应彻底除掉有害于焊接的锈、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用不锈钢刷。焊完以后,为了防止局部腐蚀或强度下降,应对表面进行研磨处理或清洗。 切断以及冲压:由于不锈钢比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙准确时才能不发生切变不良和加工硬化, 采用等离子或激光切断,当不得不采用气割或电弧切断时,对热影响区进行研磨以及必要进行热处理。 折弯加工:簿板可以折弯到180,但为了减少弯面的裂纹同半径大小 2倍板厚的,常德临澧厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面研磨。 施工以及施工注意点 为了防止施工时产生划伤以及污染物附着,贴膜状态下进行不锈钢施工。但是随着时间的延长,粘贴液的残留按照贴膜使用期限,施工以后除掉贴膜时应进行表面洗涤,并使用专用不锈钢工具,与一般钢清洁公用工具时,为了不让铁屑粘着应进行清扫。 应注意不让具有很强腐蚀性的磁性以及石奢清洁用药物接触到不锈钢表面,若接触时应立即进行洗涤。施工建设结束后应用中性洗涤剂以及水洗涤表面附着的水泥、粉灰等到物。


常德临澧不锈钢的锻造加工温度范围为1170-1205℃,在1040℃以下应具有>50%的变形量,以得到细化的晶粒。在时效前应进行固溶退火。加热炉气氛应不引起脱碳或渗碳。常德临澧钢可以在A状态或任何时效条件下焊接,不需预热。通常以TIG工艺为 ,对于<6mm的薄截面材料,焊后不必进行固溶退火处理可进行时效处理。对于厚截面材料,在需要多道次焊接的条件下,在时效之前应该进行焊后固溶退火处理。 此钢进行固溶热处理的目的是使钢中全部奥氏体转变成马氏体,固溶处理工艺为927℃×(15-30min),空冷至16℃。时效处理温度为510-620℃,时效时间少应为4h,然后空冷到室温。540℃时效可以获得强度、韧性和耐应力腐蚀性能的 配合。为了便于大变形量冷成型和提供常德临澧 机械加工性能,采用过时效处理,即加热760℃,保温2h空冷,然后再加热到620℃,时效4h空冷,此状态称H1150-M。


昌盛源金属(临澧县分公司)位于新吴区城南路32号B3021室,地理位置优越,交通十分便利,我公司是一家集生产、销售为一体的大型企业,主要生产 不锈钢装饰管。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区,产品深得用户依赖。

